Odstredivo liate komponenty konzistentne poskytujú vynikajúce mechanické vlastnosti, hustejšiu mikroštruktúru a dlhšiu životnosť v porovnaní s dielmi vyrábanými metódami statického odlievania. Použitím riadenej rotačnej sily na distribúciu roztaveného kovu proti stene formy, proces odstredivého liatia eliminuje pórovitosť, zmršťovanie a defekty inklúzií, ktoré trápia konvenčné pieskové a gravitačné odliatky. Od tlakových potrubí a vložiek valcov až po letecké krúžky a zariadenia na chemické procesy sú odstredivo odlievané diely meradlom konštrukčnej integrity v náročných aplikáciách. Táto príručka presne vysvetľuje, ako proces funguje, kde vyniká a ako určiť, či je to tá správna výrobná metóda pre vaše komponenty.
Čo znamená „Odstredivé liatie“?
A odstredivo liaty časť je vyrobená nalievaním roztaveného kovu do rýchlo rotujúcej formy, kde odstredivá sila – nie gravitácia – ženie kov smerom von, aby vytvoril hustý, jednotný tvar proti stene formy. Tento termín odlišuje túto triedu komponentov od tých, ktoré sa vyrábajú metódami statického odlievania, ako je liatie do piesku, liatie na investičné liatie alebo gravitačné liatie, kde kov vypĺňa stacionárnu dutinu.
Rýchlosť otáčania formy počas odlievania je presne riadená a typicky vytvára odstredivú silu 75 až 150-násobok gravitačnej sily (75 – 150 G) . Táto extrémna sila zhutňuje tuhnúci kov, tlačí ľahšie nečistoty – trosku, oxidy, plynové bubliny – smerom k vnútornému vývrtu, kde sa dajú opracovať, a vytvára štruktúru zŕn, ktorá je jemnejšia a viac smerovo zarovnaná, než sa dá dosiahnuť pri akomkoľvek statickom odlievaní.
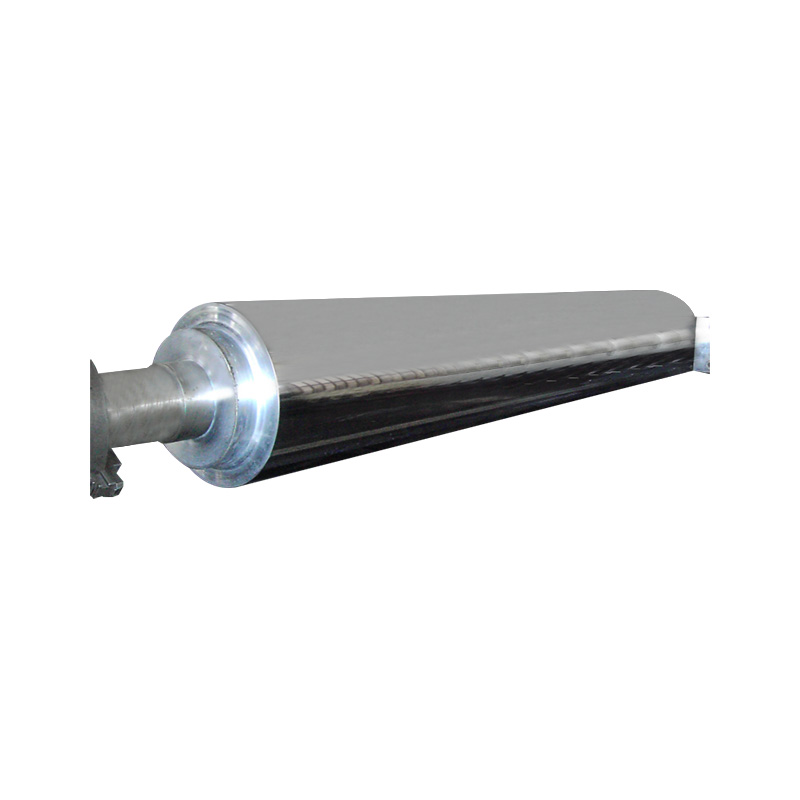
Tento proces sa najčastejšie používa na valcové alebo rúrkové geometrie - rúry, krúžky, objímky, vložky a puzdrá - hoci tvarované varianty procesu môžu produkovať zložitejšie asymetrické formy.
Ako funguje proces odstredivého liatia krok za krokom
Proces odstredivého liatia sleduje presne zoradený pracovný tok, v ktorom sú príprava formy, rýchlosť odlievania, rýchlosť otáčania a rýchlosť chladenia starostlivo kontrolované, aby sa vyrábali diely bez defektov. Takto prebieha štandardný cyklus horizontálneho odstredivého liatia:
- Krok 1 – Príprava formy: Trvalá oceľová alebo grafitová forma je vyčistená, predhriata na 150–300 °C a potiahnutá žiaruvzdornou šlichtou, aby sa zabránilo priľnutiu kovu a regulovala sa rýchlosť extrakcie tepla.
- Krok 2 – Rotácia formy: Forma sa zvyčajne zrýchli na cieľovú rýchlosť otáčania 300 – 3 000 ot./min v závislosti od priemeru formy a hustoty zliatiny pred začiatkom liatia.
- Krok 3 - Nalievanie kovu: Roztavený kov sa privádza cez lejaciu hubicu alebo žľab riadenou prietokovou rýchlosťou, zatiaľ čo sa forma otáča. Kov je okamžite vymrštený smerom von proti stene formy odstredivou silou.
- Krok 4 – Tuhnutie: Kov tuhne zvonku dovnútra, pričom hustá vonkajšia stena primrzne ako prvá proti studenej forme. Ľahšie nečistoty sa oddeľujú smerom dovnútra k otvoru a tuhnú ako posledné.
- Krok 5 – Extrakcia a kontrola: Po stuhnutí sa odliatok vyberie, nechá sa vychladnúť a pred opracovaním sa podrobí rozmerovej kontrole, ultrazvukovému testovaniu a povrchovej kontrole.
- Krok 6 – Obrábanie: Vnútorný otvor, ktorý obsahuje oddelenú vrstvu nečistôt, je opracovaný, pričom zostáva len čistá, hustá vonkajšia kovová štruktúra. Toto je kľúčová kvalitatívna výhoda: chyby sú systematicky odstránené, nie skryté.
Tri typy odstredivého liatia: Pravé, Semi a Odstredivé
Nie všetky odstredivo odlievané diely používajú rovnaký procesný variant – tri hlavné typy sa líšia orientáciou formy, geometriou a mierou, do akej odstredivá sila tvaruje finálny diel.
1. Skutočné odstredivé liatie
Os formy je zarovnaná s osou odliatku. Vnútorný povrch dielu je tvorený výlučne odstredivou silou – nepoužíva sa žiadne jadro. Toto je proces používaný na výrobu potrubia, valce, krúžky a rúrky . Forma môže byť orientovaná horizontálne (pre dlhé valce) alebo vertikálne (pre krátke krúžky s veľkým priemerom). Tento variant poskytuje maximálnu hustotu a mikroštrukturálny prínos všetkých troch metód.
2. Poloodstredivé liatie
Forma sa otáča okolo zvislej osi, ale na vytvorenie vnútornej geometrie sa používa centrálne jadro. Odstredivá sila dopĺňa – skôr než len určuje – distribúciu kovov. Táto metóda sa používa na polotovary ozubených kolies, kolesá, remenice a prírubové komponenty kde je potrebný pevný stred. Proces poskytuje zlepšenú hustotu v porovnaní so statickým liatím, ale menej ako skutočné odstredivé liatie.
3. Odstreďovanie (tlakové liatie)
Viaceré dutiny formy sú usporiadané radiálne okolo centrálneho vtoku. Celá zostava sa otáča pomocou odstredivého tlaku na vtlačenie kovu do každej dutiny. Tento variant sa používa na malé, zložité, nesymetrické časti ako sú dentálne komponenty, šperky a malé presné súčiastky, kde je primárnym cieľom zlepšená výplň a znížená pórovitosť. Odstredivým prínosom je skôr úplnosť plnenia než zlepšenie hustoty.
| Typ | Orientácia formy | Vyžaduje sa jadro? | Typické diely | Prínos z hustoty |
| Skutočný odstredivý | Horizontálne alebo Vertikálne | Nie | Rúry, valce, krúžky | Maximálne |
| Poloodstredivé | Vertikálne | Áno (stredné jadro) | Polotovary ozubených kolies, kolesá, príruby | Vysoká |
| Odstreďovanie | Vertikálne (radial cavities) | Áno (tvarované formy) | Malé presné diely | Mierne |
Tabuľka 1: Porovnanie troch variantov procesu odstredivého liatia podľa orientácie, požiadaviek na jadro, geometrie dielu a relatívnej hustoty.
Prečo sú odstredivo liate diely metalurgicky vynikajúce
Metalurgické výhody odstredivo odlievaných komponentov nie sú okrajové – sú merateľné, opakovateľné a zdokumentované v priebehu desaťročí údajov z testovania materiálov. Tu je to, čo poskytuje fyzika procesu:
Takmer nulová pórovitosť
Pri statických odliatkoch sa bublinky plynu a zmršťovacie dutiny zachytia v tuhnúcej hmote. V odstredivo odlievaných dieloch je pole odstredivej sily (75–150 G) oveľa silnejšie ako vztlakové sily, ktoré by zadržali bublinky plynu na mieste, takže bubliny migrujú dovnútra do otvoru a sú eliminované obrábaním. Nezávislé testovanie pravidelne zisťuje úroveň pórovitosti pod 0,1 % v odstredivo odlievaných komponentoch, v porovnaní s 2-5% pórovitosť v ekvivalentných pieskových odliatkoch.
Smerové tuhnutie a jemnozrnná štruktúra
Kov tuhne od vonkajšej steny dovnútra v odstredivo liatej časti. Toto smerové tuhnutie vytvára stĺpcovú štruktúru zŕn zarovnanú radiálne - najsilnejší smer pre aplikácie obsahujúce tlak. Výsledkom je materiál, ktorý sa z hľadiska ťahových a únavových vlastností chová bližšie k tvárnenému (opracovanému) kovu ako ku konvenčnému odliatku.
Výhody mechanických vlastností
V porovnaní s ekvivalentmi odlievanými do piesku v rovnakej zliatine, odstredivo liate komponenty zvyčajne vykazujú:
- O 10-20% vyššia pevnosť v ťahu
- O 15–25 % vyššia medza klzu
- O 20–30 % lepšia ťažnosť (ťažnosť)
- Výrazne zlepšená odolnosť proti únave pri cyklickom zaťažení
- Vynikajúca odolnosť proti korózii vďaka homogénnej mikroštruktúre bez inklúzií
Inklúzia Separácia
Troska, oxidy a nekovové inklúzie sú menej husté ako matrica roztaveného kovu. Pod odstredivou silou sa segregujú smerom dovnútra k povrchu otvoru - v rovnakej oblasti, ktorá je následne opracovaná. To znamená, že konštrukčná stena hotového dielu je v podstate bez inklúzií výsledok, ktorý žiadna metóda statického odlievania nemôže spoľahlivo replikovať.
Odstredivé liatie vs. pieskové liatie vs. investičné obsadenie: Priame porovnanie
Odstredivo liate diely vedú k mechanickým vlastnostiam a vnútornej spoľahlivosti, zatiaľ čo pieskové liatie vyhráva geometrickou flexibilitou a investičné liatie vyniká jemnými detailmi — správna voľba závisí od funkčných požiadaviek dielu.
| Kritérium | Odstredivo odlievané | Pieskové odlievanie | Investičné obsadenie |
| Vnútorná pórovitosť | <0,1 % (výborné) | 2 – 5 % (slabé) | 0,5 – 1 % (dobré) |
| Pevnosť v ťahu | Vysokáest | Najnižšia | Mierne–High |
| Geometrická zložitosť | Nízky – Stredný (valcový) | Veľmi vysoká | Veľmi vysoká |
| Povrchová úprava (ako odliatok) | Mierne (OD smooth) | Drsný | Výborne |
| Materiálová výdatnosť | Vysoká (no risers/gates) | Nízka (odpad vtokového systému) | Mierne |
| Náklady na nástroje | Mierne | Nízka | Vysoká |
| Najlepšie pre | Prítlačné diely, vložky, krúžky | Veľké, zložité tvary | Malé presné diely |
Tabuľka 2: Porovnanie odstredivo liateho, pieskového a investičného liateho dielov z hľadiska pórovitosti, pevnosti, geometrie, povrchovej úpravy, výťažnosti, nákladov na nástroje a vhodnosti použitia.
Materiály bežne vyrábané ako odstredivo liate komponenty
Odstredivé liatie je kompatibilné prakticky s každým systémom zlievateľných zliatin a je obzvlášť účinné pri materiáloch, ktoré využívajú smerové tuhnutie a nízky obsah inklúzií. Medzi najbežnejšie odstredivo liate materiály patria:
- Sivá a tvárna liatina: Používa sa na vložky valcov, potrubia a súčasti strojov. Odstredivo liatina vykazuje zarovnanie grafitových vločiek, ktoré zvyšuje odolnosť proti opotrebovaniu pri aplikáciách vložiek.
- Uhlíkové a nízkolegované ocele: Používa sa pre tlakové nádoby, zariadenia na chemické procesy a konštrukčné krúžky. Odstredivo liata oceľ dosahuje takmer takmer tvárne mechanické vlastnosti.
- Nerezové ocele (série 300 a 400): Používa sa v korozívnych chemických, potravinárskych a farmaceutických aplikáciách. Mikroštruktúra odstredivo odlievanej nehrdzavejúcej ocele bez inklúzií zvyšuje odolnosť proti štrbinovej korózii.
- Superzliatiny na báze niklu: Používa sa pre letecké prstence, komponenty plynových turbín a vysokoteplotné technologické zariadenia, kde sa vyžaduje odolnosť proti tečeniu nad 700 °C.
- Zliatiny medi (bronz, mosadz, delový kov): Používa sa na puzdrá, ložiská, objímky a námorné komponenty. Bronzové odstredivé odliatky vykazujú vynikajúce nosné vlastnosti a odolnosť proti korózii v morskej vode.
- Zliatiny hliníka: Používa sa na ľahké aplikácie v leteckom, automobilovom a spotrebnom priemysle, kde sú potrebné tenkostenné rúrkové komponenty.
- Zliatiny titánu: Používa sa v špecializovaných aplikáciách leteckých a lekárskych implantátov. Odstredivé liatie titánu vyžaduje spracovanie vákuom alebo inertnou atmosférou kvôli extrémnej reaktivite kovu pri teplotách odlievania.
Odvetvia, ktoré sa spoliehajú na odstredivo odlievané komponenty
Odstredivo odlievané diely sú nevyhnutné v každom odvetví, kde valcové komponenty musia odolávať tlaku, teplote alebo mechanickému namáhaniu na úrovniach, ktoré statické odliatky nedokážu spoľahlivo vydržať.
Ropa a plyn a petrochémia
Odstredivo liate rúry, potrubia a tvarovky tvoria kostru systémov rafinérskych pecí, rúr katalytického krakovania a vysokotlakových potrubí. Sálavé a konvekčné rúry pracujúce pri 900 až 1 100 °C v rafinérskych peciach sú takmer univerzálne odstredivo odlievané do zliatin odolných voči teplu, ako je nehrdzavejúca oceľ modifikovaná HP alebo HK-40 – materiály, ktorých výkon pri teplote úplne závisí od jednotnosti mikroštruktúry, ktorú môže poskytnúť iba odstredivé liatie.
Generovanie energie
Plášte parných turbín, puzdrá rotorov a rúry kotlov v tepelných elektrárňach sa bežne odstredivo odlievajú zo zliatin chróm-moly a nehrdzavejúcej ocele. Schopnosť vyrábať hrubostenné valce s konzistentnou hrúbkou steny je rozhodujúca pre komponenty pracujúce pri tlak pary presahujúci 300 barov .
Letectvo a obrana
Letecké konštrukčné krúžky, ložiskové krúžky a kryty turbín vyrábané ako odstredivo liate komponenty musia spĺňať mimoriadne prísne akceptačné kritériá nedeštruktívneho testovania (NDT). Takmer nulová pórovitosť odstredivo odlievaných niklových superzliatinových krúžkov im umožňuje prejsť fluorescenčná penetračná kontrola (FPI) a ultrazvukové testovanie štandardy, ktoré by eliminovali väčšinu staticky odliatych alternatív.
Automobilový priemysel a ťažké zariadenia
Vložky valcov motora – železné manžety odolné voči opotrebovaniu, ktoré tvoria povrch vývrtu v naftových a benzínových motoroch – patria medzi celosvetovo najobjemnejšie odstredivo odlievané komponenty. Ročne sa odstredivo odlievajú milióny vložiek valcov, pretože proces vytvára grafitovú mikroštruktúru na povrchu otvoru, ktorá zlepšuje zadržiavanie oleja a odolnosť proti opotrebovaniu 30 – 50 % v porovnaní so statickým odlievaním alebo obrábanými alternatívami.
Infraštruktúra vody a odpadových vôd
Vodovodné potrubia, tlakové potrubia a armatúry z tvárnej liatiny sa odstredivo odlievajú pre mestskú vodovodnú infraštruktúru už viac ako storočie. Odstredivo liate potrubie z tvárnej liatiny vyhovuje medzinárodným normám ako napr ISO 2531 a EN 545 a typická životnosť v podzemných aplikáciách prekračuje 100 rokov .
Námorné a pobrežné
Manžety hriadeľa vrtule, vložky zadnej rúrky a telesá čerpadiel na morskú vodu sú odstredivo odliate z niklovo-hliníkového bronzu alebo duplexnej nehrdzavejúcej ocele. Homogénna mikroštruktúra eliminuje selektívnu fázovú koróziu (odzinkovanie, dealuminifikácia), ktorá ovplyvňuje staticky odlievané alternatívy v prevádzke s morskou vodou.
Obmedzenia odstredivého liatia: Kedy zvoliť iný proces
Napriek svojim metalurgickým výhodám nie je odstredivé liatie tou správnou voľbou pre každý komponent – geometrické obmedzenia a ekonomické faktory znamenajú, že niektoré diely lepšie obslúžia alternatívne procesy.
- Komplexné nesymetrické geometrie: Komponenty s prírubami, montážnymi výstupkami, tenkými rebrami alebo zložitými vnútornými priechodmi nemožno vyrobiť skutočným odstredivým liatím. Vhodnejšie je liatie do piesku alebo investičné liatie.
- Veľmi malé veľkosti šarží: Nastavenie formy a kalibrácia rotačného systému zahŕňajú fixné náklady, vďaka ktorým je odstredivé liatie ekonomicky suboptimálne pre množstvá pod približne 10-20 kusov v niektorých zliatinových systémoch.
- Zliatiny s extrémnymi rozdielmi hustoty medzi fázami: V niektorých viacfázových zliatinách môže odstredivá segregácia spôsobiť kompozičné gradienty cez hrúbku steny - skôr nevýhodou ako výhodou. Toto sa musí riadiť výberom zliatiny a kontrolou procesu.
- Veľmi veľké asymetrické komponenty: Konštrukčné odliatky, ako sú bloky motorov, telesá ventilov alebo telesá čerpadiel, presahujú geometrický rámec odstredivého liatia. Lepšie im poslúži nepečený piesok alebo zalievanie.
Normy kontroly kvality pre odstredivo liate komponenty
Odstredivo odlievané diely určené pre kritické aplikácie musia vyhovovať prísnemu súboru noriem pre materiálové, rozmerové a nedeštruktívne testovanie. Medzi kľúčové normy platné pre odstredivo odlievané komponenty patria:
| Štandardné | Aplikácia | Kľúčové požiadavky |
| ASTM A 48 / A 278 | Odstredivé odliatky zo sivej liatiny | Pevnosť v ťahu, tvrdosť, mikroštruktúra |
| ASTM A 532 | Oteruvzdorná liatina | Tvrdosť, zloženie, mikroštruktúra |
| ISO 2531 / EN 545 | Vodné potrubie z tvárnej liatiny | Skúška hydrostatickým tlakom, hrúbka steny, náter |
| ASTM A 999 / A 530 | Oceľové odstredivé potrubie a rúrka | Hydrostatická skúška, rozmerové tolerancie, NDT |
| AMS 2175 | Klasifikácia leteckých odliatkov | Rádiografické, FPI, ultrazvukové akceptačné kritériá |
Tabuľka 3: Kľúčové normy kvality a zhody platné pre odstredivo odlievané komponenty v rôznych odvetviach vrátane vodnej infraštruktúry, oceľových rúr, liatiny a letectva.
Často kladené otázky o odstredivo odlievaných dieloch
Otázka: Aký je rozdiel medzi odstredivo odlievaným a odstredivým odlievaním?
Pojmy sa v priemysle často používajú zameniteľne, ale technicky "odstredivo liate" sa vzťahuje na skutočné odstredivé liatie, kde tvar dielu je vytvorený priamo odstredivou silou (ako v prípade rúr a valcov), zatiaľ čo "odliatok z centrifúgy" alebo "odstredené" sa týka variantu tlakového liatia, kde je okolo stredovej osi usporiadaných viacero dutín formy a odstredivá sila zlepšuje plnenie a znižuje pórovitosť v zložitých tvarovaných častiach.
Otázka: Aké hrubé môžu byť odstredivo liate steny?
Neexistuje žiadny praktický horný limit hrúbky steny pre odstredivo liate komponenty – veľmi hrubostenné valce a krúžky sú zvláštnou silnou stránkou procesu. Hrúbky stien od 3 mm až nad 200 mm boli úspešne vyrobené. Spôsob je obzvlášť výhodný pre hrubostenné tlakové nádoby, pretože vzor tuhnutia zvonka dovnútra zaisťuje, že štrukturálne kritická vonkajšia stena stuhne najskôr pod tlakom.
Otázka: Môže odstredivé liatie produkovať bimetalické komponenty?
áno. Bimetalické odstredivo liate súčiastky – kde sa postupne odlievajú dve rôzne zliatiny na vytvorenie kompozitnej steny – sú významnou komerčnou aplikáciou tohto procesu. Bežným príkladom je vonkajšia vrstva z tvrdej liatiny odolná proti opotrebeniu odliata cez pevnú vnútornú vrstvu z tvárnej liatiny pre aplikácie, ako sú vložky mlecích mlynov a plášte valcov. Tieto dva kovy sa metalurgicky spájajú na rozhraní počas tuhnutia.
Otázka: Ako sa porovnáva odstredivé liatie s kovaním komponentov krúžkov a valcov?
Kovanie vytvára najvyššie možné mechanické vlastnosti prostredníctvom zjemňovania zŕn vyvolaného deformáciou, vyžaduje však drahé matrice, nemožno ho použiť pre všetky zliatiny a je obmedzené hrúbkou steny a priemerom. Odstredivo liate krúžky a valce dosiahnuť 80–95 % mechanických vlastností ekvivalentných výkovkov pri výrazne nižších nástrojoch a výrobných nákladoch a možno ich vyrábať v priemeroch a hrúbkach stien, kde kovanie nie je technicky možné.
Otázka: Akú toleranciu hrúbky steny možno dosiahnuť v odstredivo odlievaných dieloch?
Tolerancia hrúbky steny odliatku pre odstredivo liate diely je typicky ±3–5 % nominálnej hrúbky steny v závislosti od zliatiny, teploty liatia a stavu formy. Po opracovaní hotové tolerancie hrúbky steny ±0,1–0,5 mm sa bežne dosahujú a spĺňajú požiadavky väčšiny tlakových potrubí a mechanických noriem.
Otázka: Aký je maximálny priemer a dĺžka dosiahnuteľná pri odstredivom liatí?
Horizontálne odstredivé odlievacie stroje bežne vyrábajú rúry a valce až do 2,5 metra v priemere a 8-10 metrov na dĺžku . Vertikálne stroje sa používajú pre krátke krúžky s veľkým priemerom a dokážu prispôsobiť priemery presahujúce 3 metre . Praktická horná hranica je určená skôr kapacitou stroja a schopnosťou manipulácie s formami než fyzikou samotného procesu.
Záver: Kedy špecifikovať odstredivo odlievané komponenty
Špecifikujte odstredivo liate komponenty vždy, keď váš návrh vyžaduje valcovú geometriu, aplikácia zahŕňa tlak, teplotu, opotrebovanie alebo koróziu a životnosť alebo bezpečnosť sú prvoradé. Tento proces nie je najuniverzálnejšou metódou odlievania – nemôže sa rovnať pieskovému odlievaniu pre geometrickú zložitosť alebo investičnému odlievaniu pre jemné detaily – ale pre špecifickú triedu dielov, ktoré vyrába, sa žiadny iný proces odlievania nepribližuje svojej kombinácii štrukturálnej integrity, efektívnosti materiálu a rozmerovej konzistencie.
Údaje sú jednoznačné: pórovitosť pod 0,1 %, pevnosť v ťahu 10–20 % nad ekvivalentmi odliatku do piesku, životnosť meraná skôr v desaťročiach ako v rokoch. Či už špecifikujete rúru pece pre rafinériu, vložku valca pre dieselový motor alebo konštrukčný krúžok pre leteckú zostavu, výber odstredivo liaty komponent je voľbou pre preukázateľne špičkovú metalurgickú kvalitu – a viac ako storočné priemyslové využitie sa opiera o úplne presvedčivé tvrdenia.