Správny kôš na tepelné spracovanie je ten, ktorý zodpovedá vašej špecifickej procesnej teplote, atmosfére, geometrii dielu a hmotnosti nákladu – neexistuje univerzálne riešenie a použitie nesprávneho košíka stojí peniaze v dôsledku predčasného zlyhania, poškodenia dielu a nerovnomerného tepelného cyklovania. Kôš na tepelné spracovanie (tiež nazývaný kôš pece, podnos na tepelné spracovanie alebo vysokoteplotný držiak obrobku) je vyrobený alebo odlievaný kontajner, ktorý sa používa na držanie, prepravu a umiestnenie kovových častí počas operácií tepelného spracovania vrátane žíhania, kalenia, nauhličovania, nitridácie, temperovania a spekania. Táto príručka obsahuje všetky hlavné typy košov, zliatiny použité na ich výrobu, ako vypočítať nosnosť a ako predĺžiť životnosť v náročných prostrediach pecí.
Čo je to kôš na tepelné spracovanie a prečo je to dôležité?
A košík na tepelnú úpravu je účelovo skonštruovaný prípravok, ktorý zaisťuje, že diely sú rovnomerne vystavené atmosfére pece a teplote, pričom sú bezpečne zadržané počas manipulácie, kalenia a prenosu medzi fázami procesu. Bez správne navrhnutého koša sa diely nerovnomerne hromadia na ohniskách pecí, blokujú cirkuláciu plynu, kontaktné povrchy, ktoré ich znečisťujú alebo zatieňujú teplom, a vytvárajú nebezpečné podmienky počas ponorenia do ochladzovacej nádrže.
Ekonomický dôvod pre správny výber košíka je priamy. Dobre prispôsobený kôš na tepelné spracovanie v nauhličovacej peci pracujúcej pri 927 °C môže dosiahnuť 500 – 800 tepelných cyklov pred výmenou. Kôš vyrobený z nesprávnej zliatiny alebo s nesprávnym dizajnom pre tento proces môže zlyhať už za 50 – 100 cyklov – 5× až 8× rozdiel v nákladoch na spracovanie na časť, ktorý možno pripísať výlučne výberu prípravku. Vo výrobnom závode, ktorý pracuje na tri zmeny, šesť dní v týždni, sa tento rozdiel premieta do desiatok tisíc dolárov ročne len v nákladoch na výmenu koša, predtým, ako sa započítajú straty na priepustnosti v dôsledku neplánovanej údržby.
Koše na tepelnú úpravu plnia štyri funkcie súčasne:
- Zadržiavanie — udržiavanie dielov pohromade ako vsádzka cez pec, kalenie a premývanie
- Polohovanie — Orientačné časti pre rovnomerné vystavenie atmosfére a teplote na všetkých povrchoch
- Riadenie tepelnej hmoty — pôsobí ako riadený tepelný nárazník alebo vodič v závislosti od konštrukcie
- Mechanická ochrana — zabránenie kontaktu medzi časťami, ktoré spôsobujú poškodenie povrchu, mäkké škvrny alebo deformácie počas kalenia
6 hlavných typov košov na tepelné spracovanie a ich použitie
1. Koše z drôteného pletiva
Koše na tepelnú úpravu z drôteného pletiva sú najuniverzálnejším a najpoužívanejším dizajnom, ktorý ponúka vynikajúcu cirkuláciu atmosféry na nauhličovanie, nitridáciu a žíhanie malých až stredných dielov pri teplotách do približne 2 000 °F (1 093 °C). Otvorená sieťová štruktúra – zvyčajne tkaná z vysokoteplotného zliatinového drôtu v štvorcových alebo pravouhlých otvoroch od 1/4 palca do 2 palcov – umožňuje atmosfére pece, sálavému teplu a chladiacemu médiu dosiahnuť všetky povrchy dielov súčasne. Sieťové koše sú k dispozícii v obdĺžnikových, valcových a vlastných geometriách a môžu byť vyrobené s pevnými bočnými stenami kombinovanými so sieťovanými podlahami alebo ako úplne otvorené sieťoviny na všetkých povrchoch.
- Najlepšie procesy: Nauhličovanie, karbonitridácia, plynová nitridácia, žíhanie, normalizácia, popúšťanie
- Teplotný rozsah: Až 2 000 °F (1 093 °C) v štandardných zliatinách; až do 2 200 °F (1 204 °C) v zliatinách s vysokým obsahom niklu
- Nosnosť: Typicky 200 – 2 000 libier v závislosti od prierezu drôtu, otvoru oka a rozmerov koša
- slabosť: Nižšia konštrukčná tuhosť ako odlievané alebo vyrobené tanierové koše; sieť sa môže pri veľmi veľkom alebo koncentrovanom zaťažení zdeformovať
2. Koše na tyč alebo tyč
Vyrobené koše na tyče alebo tyče poskytujú vyššiu štrukturálnu tuhosť ako konštrukcie z drôteného pletiva a sú uprednostňované pre veľké zaťaženie, veľké diely a aplikácie, kde by premostenie sieťového otvoru umožnilo malým častiam prepadnúť. Sú konštruované z plnej alebo dutej okrúhlej tyče, štvorcovej tyče alebo plochej tyče zváranej do mriežkového alebo rebríkového vzoru. Vzdialenosť medzi tyčami - zvyčajne 1 až 4 palce - je dimenzovaná na najmenší rozmer spracovávaných častí. Pre diely s minimálnym rozmerom 2 palce je štandardná vzdialenosť medzi tyčami 1 palec, aby sa zabránilo prepadnutiu a zároveň sa maximalizovala otvorená plocha pre prúdenie atmosféry.
- Najlepšie procesy: Kalenie, normalizácia, rozpúšťacie žíhanie veľkých komponentov, predhrievanie kovania
- Teplotný rozsah: Až 2 200 ° F (1 204 ° C) s vhodnou voľbou zliatiny
- Nosnosť: 500 – 5 000 libier v závislosti od veľkosti tyče a zliatiny
- slabosť: Vyššia tepelná hmotnosť ako sieťovina; dlhšie časy zahrievania a ochladzovania na cyklus
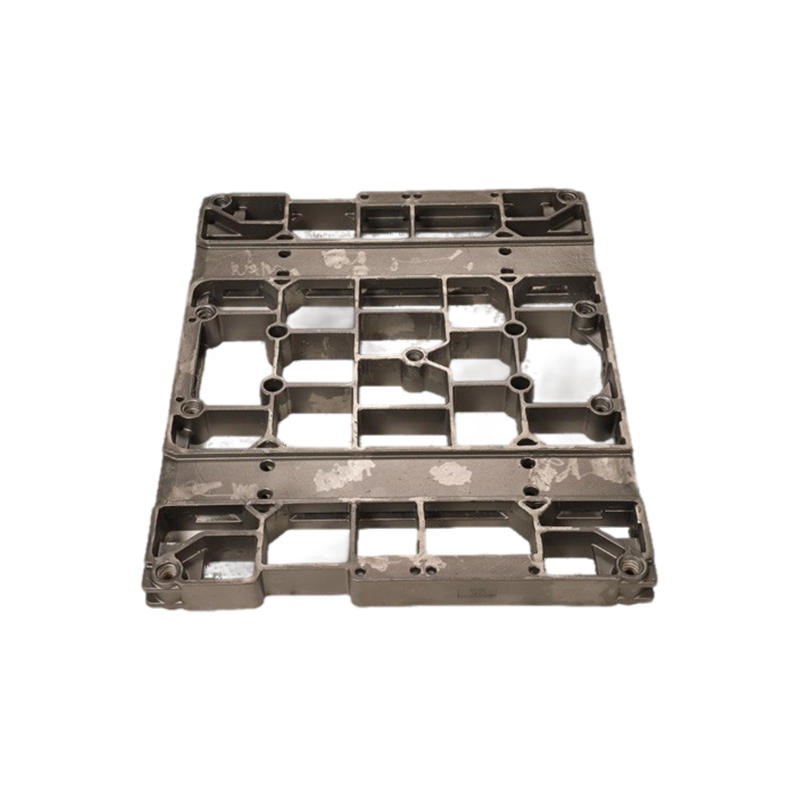
3. Odlievané koše a podnosy na tepelnú úpravu
Odlievané koše a podnosy na tepelné spracovanie ponúkajú najvyššiu rozmerovú stabilitu a odolnosť voči tečeniu pri extrémnych teplotách, vďaka čomu sú preferovanou voľbou pre kontinuálne pásové pece, posunovacie pece a spekacie operácie nad 2 000 °F (1 093 °C). Liate koše sa vyrábajú liatím do piesku alebo investičným liatím vo vysokolegovaných zloženiach – najčastejšie HK-40 (25Cr/20Ni) alebo zliatine HP (26Cr/35Ni) – ktoré odolávajú oxidácii, nauhličovaniu a deformácii pri tečení, ktoré ničia vyrobené prípravky pri najvyšších procesných teplotách. Liate dizajny majú zvyčajne pevnú alebo polootvorenú podlahu s liatymi stenami a integrovanými rukoväťami alebo výstupkami.
- Najlepšie procesy: Spekanie, tvrdé spájkovanie, vákuové kalenie, rozpúšťacie žíhanie leteckých zliatin, vysokoteplotné keramické vypaľovanie
- Teplotný rozsah: 1 800 – 2 350 °F (982 – 1 288 °C)
- Nosnosť: 200–3 000 libier v závislosti od veľkosti odliatku a zliatiny
- slabosť: Vysoké počiatočné náklady; ťažké (pridáva významné mŕtve zaťaženie do ohniska pece); krehký pri tepelnom šoku
4. Koše a vnútorné príslušenstvo retorty
Retortové koše sú zapečatené alebo poloutesnené nádoby používané vo vnútri pecí s riadenou atmosférou na vytvorenie lokálnej atmosféry okolo špecifickej dávky dielov bez ovplyvnenia širšieho prostredia pece. Sú obzvlášť cenné vo viaczónových peciach, kde rôzne vsádzky vyžadujú súčasne rôzne uhlíkové potenciály alebo zloženie atmosféry. Konštrukcia retortového koša je typicky celozvarená z plechu a tyčového materiálu v austenitickej nehrdzavejúcej alebo vysokoniklovej zliatine.
- Najlepšie procesy: Svetlé žíhanie, spájkovanie v kontrolovanej atmosfére, selektívne nauhličovanie
- Teplotný rozsah: Až 2100 °F (1149 °C)
5. Koše s dierovaným plechom
Perforované plechové koše kombinujú pevnú tuhosť bočných stien krabicovej konštrukcie s atmosférickou priepustnosťou sieťoviny cez dierované alebo laserom vyrezané otvory v plechových paneloch. Tento dizajn sa uprednostňuje, keď sú diely dostatočne malé na to, aby prepadli cez štandardnú sieť alebo tyč, ale otvorený rám neposkytuje dostatočnú podporu pre geometriu zaťaženia. Vzory perforácie – okrúhle, štrbinové alebo šesťuholníkové – a percento otvorenej plochy (zvyčajne 30–55 %) sa vyberajú tak, aby vyvážili štrukturálnu integritu s prúdením atmosféry.
- Najlepšie procesy: Spracovanie malých dielov (spojovacie prvky, ložiská, výlisky), spekanie práškových kovov, žíhanie dielov s keramickým povlakom
- Teplotný rozsah: Až 1 900 ° F (1 038 ° C) v štandardných zliatinách
6. Špeciálne príslušenstvo: stojan, podnos a závesné koše
Rackové úchyty, ploché podnosy a závesné koše sú účelovo navrhnuté pre špecifické geometrie dielov – najmä dlhé hriadele, krúžky alebo jemné tenkostenné komponenty, ktoré by sa zdeformovali, ak by počas tepelného cyklovania ležali na rovnej podlahe. Závesné koše zavesia diely na horný rám, čo umožňuje gravitácii pomôcť udržať rozmerové tolerancie počas žíhania alebo odľahčenia. Ploché vaničky sa používajú na tenké plechy alebo lisované diely, ktoré musia zostať ploché. Rackové svietidlá orientujú rúrkový alebo tyčový materiál vertikálne pre rovnomerný obvodový ohrev.
- Najlepšie procesy: Presné žíhanie leteckých dielov, temperovanie pružín, spracovanie hriadeľov a rúr
- Teplotný rozsah: Až 2 000 ° F (1 093 ° C) v závislosti od dizajnu a zliatiny
Z akej zliatiny by mal byť váš kôš na tepelné spracovanie vyrobený?
Výber zliatiny je jedným z najdôslednejších rozhodnutí v špecifikácii koša na tepelné spracovanie – použitie nerezového koša 304 v atmosfére nauhličovania 1900 °F bude mať za následok zlyhanie v priebehu niekoľkých cyklov, zatiaľ čo vhodne špecifikovaný kôš RA330 alebo HK-40 môže vydržať stovky cyklov v rovnakom prostredí.
| Zliatina / trieda | Max. nepretržitá teplota | Odolnosť proti oxidácii | Odolnosť proti nauhličovaniu | Odolnosť voči tečeniu | Relatívne náklady | Typická aplikácia |
|---|---|---|---|---|---|---|
| 304 / 316 Nerez | 1 500 °F (816 °C) | Spravodlivé | Chudák | Chudák | $ | Temperovanie, len nízkoteplotné žíhanie |
| 309 Nerez | 1 800 °F (982 °C) | Dobre | Spravodlivé | Spravodlivé | $$ | Všeobecné žíhacie pece s miernou teplotou |
| 310 Nerez | 2 000 °F (1 093 °C) | Veľmi dobré | Spravodlivé | Dobre | $$ | Nauhličovanie, normalizácia, kalenie |
| RA330 (Fe-35Ni-18Cr) | 2 100 °F (1 149 °C) | Výborne | Dobre | Dobre | $$$ | Nauhličovanie, karbonitridovanie, ťažká cyklistika |
| HK-40 (25Cr/20Ni odliatok) | 2 100 °F (1 149 °C) | Výborne | Dobre | Výborne | $$$ | Priebežné pece, posúvače, vysokozáťažové cyklovanie |
| Zliatina HP (26Cr/35Ni odliatok) | 2200 °F (1204 °C) | Výborne | Veľmi dobré | Výborne | $$$$ | Spekanie, vysokoteplotné spájkovanie, letecké žíhanie |
| Alloy 601 (Ni-23Cr-1,4Al) | 2200 °F (1204 °C) | Výborne | Výborne | Veľmi dobré | $$$$ | Silné nauhličovanie, vákuové pece, cykloservis |
Tabuľka 1: Porovnanie zliatiny koša na tepelné spracovanie podľa teplotnej schopnosti, odolnosti proti korózii a nákladov. Orientačná cena: $ = štandard, $$$$ = prémiová zliatina s vysokým obsahom niklu alebo špeciálna zliatina.
Ako nastaviť veľkosť koša na tepelné spracovanie podľa hmotnosti nákladu a geometrie dielu
Správne dimenzovanie koša na tepelné spracovanie sa skladá z troch častí: maximálna hmotnosť náplne, minimálna otvorená plocha pre prúdenie atmosféry a vlastná hmotnosť koša ako zlomok celkovej kapacity vsádzky pece.
Krok 1 — Stanovte maximálne zaťaženie dielov na kôš
Začnite s menovitým zaťažením nísteje výrobcom pece v lbs/ft² – zvyčajne 15–40 lb/ft² pre atmosférické vsádzkové pece a 10–25 lbs/ft² pre kontinuálne pásové pece. Vynásobte efektívnou plochou ohniska použitou na kôš. Potom odpočítajte mŕtvu hmotnosť koša. Pre vsádzkovú pec s výkonom 25 lb/ft² a pôdorysom koša 24 × 36 palcov (6 stôp²) je hrubé zaťaženie koša 150 libier. Ak košík z drôteného pletiva váži 30 libier, dostupné čisté čiastočné zaťaženie je 120 libier.
Krok 2 — Výpočet požadovanej otvorenej plochy pre cirkuláciu atmosféry
Priemyselná prax pre atmosférické nauhličovanie a nitridáciu vyžaduje minimálne 35 – 50 % otvorenej plochy na dne a stenách koša, aby sa zabezpečila primeraná cirkulácia atmosféry okolo dielov. Pre sieťový kôš je otvorená plocha = (plocha otvoru ÷ celková plocha panelu) × 100. Dno košíka tkané z 0,120-palcového drôtu na 1/2-palcovom štvorcovom rozstupe otvorov má približne 51 % otvorenej plochy – vhodné pre väčšinu atmosférických procesov. Zmenšite veľkosť otvoru (a teda otvorenú plochu) len vtedy, keď hrozí prepadnutie malých častí a kompenzujte to zvýšením rýchlosti ventilátora alebo cirkulácie v peci.
Krok 3 — Spravujte mŕtvu hmotnosť koša ako zlomok náplne pece
Kôš na tepelné spracovanie by v ideálnom prípade nemal predstavovať viac ako 20 – 25 % celkovej hmotnosti vsádzky pece (koša dielov). Prekročenie tohto pomeru znamená, že pec spaľuje značnú energiu na ohrievanie koša, a nie častí, čo priamo zvyšuje náklady na energiu na spracovanú časť. 50-librový kôš spracovávajúci 200 libier dielov (pomer mŕtvej hmotnosti 20 %) je dobre optimalizovaný; 50-librový kôš spracovávajúci len 50 libier súčiastok (50% pomer mŕtvej hmotnosti) by mal byť prerobený s ľahšou zliatinou alebo menším, na tento účel vyrobeným prípravkom.
Výkon koša na tepelné spracovanie podľa procesu: Priame porovnanie
Rôzne procesy tepelného spracovania kladú zásadne odlišné požiadavky na dizajn koša – to, čo dokonale funguje v temperovacej peci, môže katastrofálne zlyhať v nauhličovacej atmosfére pri teplote vyššej o 200 °F. Nižšie uvedená tabuľka sumarizuje optimálny typ koša a zliatinu pre najbežnejšie tepelné procesy.
| Proces | Typický rozsah teplôt | Atmosféra | Odporúčaný typ koša | Minimálna zliatina | Kľúčová priorita dizajnu |
|---|---|---|---|---|---|
| Temperovanie | 300 – 1 200 °F (149 – 649 °C) | Vzduch / N₂ | Drôtené pletivo alebo dierovaný plech | 304 SS | Nízka hmotnosť, vysoká priepustnosť |
| Žíhanie | 1 200 – 1 800 °F (649 – 982 °C) | Endotermická / N2-H2 | Drôtené pletivo alebo vyrobená tyč | 309 SS | Otvorený priestor pre svetlé žíhanie |
| Nauhličovanie plynu | 1 650 – 1 750 °F (899 – 954 °C) | Endotermický obohacujúci plyn | Drôtené pletivo (ťažký rozmer) | 310 SS / RA330 | Odolnosť proti nauhličovaniu, životnosť pri cyklovaní |
| Karbonitridovanie | 1 400 – 1 650 °F (760 – 899 °C) | Endotermický NH3 | Drôtené pletivo alebo dierovaný plech | 310 SS / RA330 | Odolnosť voči dusíku, prúdenie atmosféry |
| Nitridácia plynu | 900 – 1 100 °F (482 – 593 °C) | Amoniak | Drôtené pletivo alebo vyrobená tyč | 304 SS (nižšia teplota) | Amoniak penetration, part separation |
| Vákuové kalenie | 1 800 – 2 200 °F (982 – 1 204 °C) | Vysoké vákuum | Podnosy z grafitu alebo zliatiny Mo; obsadenie HK/HP | Zliatina 601 / Grafit | Tlak pár, žiadne odplyňovanie |
| Spekanie (PM) | 1 800 – 2 350 °F (982 – 1 288 °C) | H2 alebo disociovaný NH3 | Liate podnosy HP alebo keramické | Zliatina HP | Rovinnosť, nereaktivita so sintrovanými časťami |
| Uvoľnenie stresu | 400 – 1 250 °F (204 – 677 °C) | Vzduch | Akýkoľvek štandardný sieťový alebo barový kôš | 304 SS | Časť podpery, aby sa zabránilo skresleniu |
Tabuľka 2: Odporúčania typu koša na tepelné spracovanie a zliatiny podľa tepelného procesu. Minimálna zliatina sa vzťahuje na materiál najnižšej kvality, ktorý sa spoľahlivo používa v prevádzke – modernizácia je vždy prijateľná.
Prečo koše na tepelnú úpravu predčasne zlyhajú – a ako tomu zabrániť
Tri hlavné príčiny predčasného zlyhania koša na tepelné spracovanie sú nauhličovacie skrehnutie, praskanie pri tepelnej únave a preťaženie – všetkým sa dá predísť správnym výberom zliatiny, praxou nakladania a plánovanou kontrolou.
Karburizácia Krehnutie
V nauhličovacej atmosfére uhlík z procesného plynu difunduje do zliatiny koša počas mnohých cyklov, čím sa postupne zvyšuje obsah uhlíka v povrchových vrstvách zliatiny. Toto premieňa normálne ťažnú austenitickú štruktúru na krehké zóny bohaté na karbidy, ktoré praskajú počas tepelných cyklov. Prvým viditeľným znakom je sieť jemných povrchových trhlín, typicky rovnobežných so smerom najvyššieho tepelného napätia. RA330 a Alloy 601 odolávajú nauhličovaniu výrazne lepšie ako štandardné nehrdzavejúce 310 kvôli ich vyššiemu obsahu niklu – nikel pôsobí ako termodynamická bariéra pre absorpciu uhlíka. Výmena košov 310 SS za RA330 v karburizačnej peci s teplotou 1 700 °F zvyčajne predlžuje životnosť 1,5× až 3×.
Praskanie tepelnou únavou
Zakaždým, keď kôš prejde z okolitej teploty na procesnú teplotu a späť, rozdielna tepelná rozťažnosť a kontrakcia zaťaží materiál. Počas stoviek cyklov tieto napätia iniciujú a šíria trhliny - najmä v zvarových spojoch, rohoch a oblastiach s koncentráciou geometrického napätia. Minimalizácia tepelného šoku obmedzením rýchlosti ochladzovania pod 222 °C/hod výrazne predlžuje životnosť koša. Pri ochladzovacích operáciách zažívajú koše najvážnejší tepelný šok zo všetkých procesných krokov; zliatiny s nižšími koeficientmi tepelnej rozťažnosti (ako sú liate zliatiny) to zvládajú lepšie ako konštrukcie vyrobeného plechu alebo drôtu.
Preťaženie a nerovnomerné rozloženie zaťaženia
Umiestnenie záťaže nad konštrukčnú kapacitu koša – alebo sústredenie ťažkých častí do jednej oblasti podlahy koša – spôsobuje trvalé prehýbanie (deformácia dotvarovania), ktorá sa zrýchľuje s každým nasledujúcim tepelným cyklom. Dno koša, ktoré sa prehýba o 1/4 palca (6 mm), vytvára nerovnomerné rozloženie plynu okolo častí v rohoch, čo vedie k nerovnomernosti procesu. Vytvorte označenie maximálnej hmotnosti náplne na každom košíku a zaistite ho pomocou systému sledovania náplne. Otáčanie košov v rôznych polohách vsádzky pece tiež vyrovnáva opotrebovanie celého vozového parku košov.
Ako predĺžiť životnosť koša na tepelné spracovanie: osvedčené postupy údržby
Štruktúrovaný program kontroly a údržby môže predĺžiť životnosť koša na tepelnú úpravu o 30 – 60 % v porovnaní s prevádzkou po poruche – pri nákladoch, ktoré sú zvyčajne nižšie ako 10 % hodnoty výmeny koša za rok.
- Výstrel medzi kampaňami: Koše na otryskanie alebo otryskanie pieskom každých 50 – 100 cyklov odstraňujú usadeniny, karbónové usadeniny a zvyšky procesu. Čistý kôš sa zahrieva a ochladzuje rovnomernejšie a kontrola holého kovového povrchu odhalí praskliny a koróziu skôr, ako sa rozšíria do zlyhania. Otryskávanie tiež odstraňuje krehkú nauhličenú povrchovú vrstvu na vonkajších niekoľkých tisícinách palca, čím sa mierne rozširuje ťažnosť v podkladovej zliatine.
- Skontrolujte zvary pri každom výbuchu: Zvarové spoje sú najviac namáhané body v akomkoľvek vyrobenom koši. Pomocou jasného svetla a lupy skontrolujte, či na všetkých špičkách zvaru nie sú praskliny. Trhliny kratšie ako 1/2 palca (12 mm) možno často vybrúsiť a znovu zvariť zodpovedajúcim prídavným kovom. Trhliny dlhšie ako 1 palec (25 mm) alebo praskliny, ktoré sa rozšírili do základného kovu viac ako 1/4 palca (6 mm), naznačujú, že komponent by mal byť vyradený.
- Sledovať počet cyklov na košík: Priraďte každému košíku sériové číslo a zaznamenajte jeho cykly. Väčšina košov z drôteného pletiva má predvídateľnú životnosť 300 – 600 cyklov pri nauhličovaní; liate koše v kontinuálnych tlačných peciach bežne bežia 800 až 1 500 cyklov. Naplánovaním výmeny na 80 % očakávanej životnosti sa predchádza poruchám v peci, ktoré kontaminujú vsádzky a poškodzujú ohniská pece.
- Vyhnite sa uhaseniu prázdnych košov: Tepelný šok do prázdneho koša – najmä liateho podnosu – bez tepelnej hmoty čiastočnej náplne je podstatne závažnejší ako kalenie s plnou náplňou. Prázdne cykly ochladzovania môžu spotrebovať 5–10 ekvivalentných cyklov tepelnej únavy na udalosť. Stanovte prevádzkové pravidlá proti zbytočnému ochladzovaniu prázdnych zariadení.
- Vyrovnajte pokrčené košíky skoro: Menšie skreslenie vo vyrobených košoch je možné opraviť vyrovnávaním za tepla v lise alebo pomocou hydraulických nástrojov, kým je kôš ešte teplý z prevádzky pece. Košík, ktorý je ohnutý o viac ako 1/2 palca (12 mm) z roviny, by sa mal pred ďalším nabíjaním narovnať – výrazne zdeformovaný kôš sa zaťažuje nerovnomerne a v nasledujúcich cykloch urýchľuje tečenie.
Často kladené otázky o košoch na tepelnú úpravu
Ako zistím, kedy je potrebné vymeniť kôš na tepelnú úpravu?
Kôš na tepelné spracovanie vymeňte, keď sa vyskytne ktorákoľvek z nasledujúcich podmienok: praskliny na zvarových spojoch dlhšie ako 1 palec alebo prenikajúce do základného kovu; viditeľné prehnutie alebo deformácia podlahy presahujúca 3/4 palca (19 mm) od roviny; pretrhnutia drôtu v paneloch s pletivom pokrývajúcim viac ako 5 % celkovej plochy panela; korózna jamka hlbšia ako 15 % pôvodnej hrúbky steny materiálu; alebo akýkoľvek dôkaz prasklín cez stenu, ktoré by mohli umožniť prepadnutiu častí počas ochladzovania. Sledovanie počtu cyklov a plánovanie proaktívnej výmeny na 75 – 80 % očakávanej životnosti je vhodnejšie ako čakanie na viditeľné zlyhanie.
Môžem použiť štandardný kôš z nehrdzavejúcej ocele v nauhličovacej peci?
Nerezová oceľ 304 a 316 sa neodporúča pre nauhličovacie pece pracujúce nad 1 500 °F (816 °C). Tieto zliatiny majú relatívne nízky obsah niklu (8–12 %) a rýchlo absorbujú uhlík z nauhličovacej atmosféry a stanú sa krehkými v priebehu 20–50 cyklov. Nerez 310 (25Cr/20Ni) je minimálna odporúčaná trieda pre nauhličovanie; RA330 alebo Alloy 601 sú preferované pre dlhú životnosť a nákladovo efektívnu prevádzku počas celého životného cyklu koša.
Akú veľkosť otvoru oka by som mal použiť pre malé časti, ako sú spojovacie prvky alebo ložiská?
Otvor oka by nemal byť väčší ako 60 % najmenšieho rozmeru najmenšej časti v dávke – to zabráni častiam, aby sa dostali do alebo prepadli cez sieť počas nakladania, spracovania a vykladania. Pre skrutky M8 (priemer hlavy približne 13 mm / 0,51 palca) je maximálny otvor oka približne 8 mm / 0,31 palca. Pre guľkové ložiská s vonkajším priemerom 10 mm použite otvor maximálne 6 mm. Ak sú diely príliš malé pre akýkoľvek praktický otvor sieťky, preferovanou alternatívou sú panely z perforovaného plechu s 2–4 mm okrúhlou perforáciou.
Prečo sa koše na tepelnú úpravu deformujú a dá sa deformácii zabrániť?
Deformovanie sa vyskytuje, pretože žiadna zliatina sa neohrieva a neochladzuje dokonale rovnomernou rýchlosťou vo všetkých sekciách – hrubšie sekcie zaostávajú za tenšími, čo vytvára rozdielne tepelné rozťažné napätia, ktoré trvalo deformujú kôš počas mnohých cyklov. Symetrický dizajn (rovnaké hmotnosti sekcií na všetkých stranách), minimalizácia diskontinuít hmoty vo zvaroch a použitie priečnych výstužných rebier pod veľkými podlahovými sekciami, to všetko znižuje tendenciu k deformácii. Vyhýbanie sa preťaženiu a udržiavanie čo najrovnomernejšieho rozloženia zaťaženia na dne koša tiež znižuje kumulatívnu deformáciu na cyklus udržiavaním rovnomerného rozloženia teploty v koši.
Koľko stojí kôš na tepelné spracovanie a čo určuje jeho cenu?
Štandardné koše na tepelné spracovanie z drôteného pletiva z nehrdzavejúcej ocele 310 pre bežné veľkosti vsádzkových pecí (18 × 24 × 12 palcov) zvyčajne stoja 200 až 600 USD v závislosti od prierezu drôtu a zliatiny. Inovácia na RA330 s rovnakou geometriou zvyšuje náklady na materiál o 25 – 50 %, ale zvyčajne prináša 2 – 3× dlhšiu životnosť, čím sa zlepšuje celková hospodárnosť nákladov na cyklus. Liate koše zo zliatiny HK-40 alebo HP pre podnosy kontinuálnej pece sa pohybujú od 400 do 2 500 USD v závislosti od veľkosti a zložitosti odlievania. Vlastné špeciálne prípravky s opracovanými prvkami alebo presnými toleranciami môžu dosiahnuť 3 000 až 8 000 USD pre aplikácie v leteckom priemysle alebo vákuových peciach.
Mám použiť vložku alebo separačné médium vo vnútri koša na tepelnú úpravu?
Pri operáciách spekania sa na dno koša bežne umiestňuje papier z keramických vlákien, doska z oxidu hlinitého alebo platne z MgO, aby sa zabránilo reakcii medzi sintrovanými časťami a zliatinou koša – kontakt medzi výliskami spekacieho prášku a povrchmi zliatiny môže spôsobiť kontamináciu alebo spojenie medzi dielom a prípravkom. Na kalenie a nauhličovanie ocele nie je bežne potrebná vložka; diely by mali spočívať priamo na pletive alebo tyči, aby sa maximalizoval prenos tepla. Pri vákuovom kalení titánu alebo reaktívnych zliatin zabraňujú separátory grafitu alebo keramických vlákien zachytávaniu zliatiny z kontaktných bodov koša.
Zhrnutie: Ako si vybrať správny kôš na tepelnú úpravu pre váš proces
Optimálny kôš na tepelné spracovanie je ten, ktorý zodpovedá vašej špecifickej teplote procesu, agresivite atmosféry, geometrii dielu, hmotnosti zaťaženia a požadovaným cyklom za rok – a najdôležitejším rozhodnutím v tejto špecifikácii je výber zliatiny.
- Najprv prispôsobte zliatinu teplote a atmosfére: 304 SS pre temperovanie pod 1 500 °F; 310 SS pre všeobecné nauhličovanie; RA330 alebo Alloy 601 pre náročné nauhličovanie alebo teploty do 2 100 °F; HP zliatinové odliatky na spekanie a aplikácie pri extrémnych teplotách
- Vyberte typ koša, aby vyhovoval geometrii dielu a procesu: Drôtené pletivo pre procesy kritické pre atmosféru; vyrobená tyč pre ťažké alebo veľké diely; liate podnosy pre extrémne teploty a kontinuálne pece; perforovaný plech pre malé diely
- Správna veľkosť: Vlastná hmotnosť koša by nemala presiahnuť 20–25 % celkovej vsádzky pece; minimálne 35–50 % otvorenej podlahovej plochy pre procesy kritické pre atmosféru
- Implementujte program údržby: Otrysknite a skontrolujte každých 50–100 cyklov; počet cyklov dráhy; proaktívne vymeňte pri 75–80 % očakávanej životnosti
- Vypočítajte náklady životného cyklu, nie nákupnú cenu: Košík, ktorý stojí 2× toľko, ale vydrží 3× toľko, je ekonomicky správnou voľbou prakticky v každom výrobnom prostredí