áno — prípravky na tepelné spracovanie sú jedným z najdôležitejších, no často prehliadaných faktorov pri dosahovaní rozmerovej presnosti, celistvosti povrchu a opakovateľnej kvality počas tepelného spracovania. Bez správne navrhnutého príslušenstva ani tá najpokročilejšia pec nemôže zabrániť deformácii, deformácii alebo nerovnomernému vytvrdzovaniu. Táto príručka skúma všetko, čo výrobcovia potrebujú vedieť o prípravkoch na tepelné spracovanie, od materiálov a typov až po výberové kritériá a porovnania nákladov.
Čo sú zariadenia na tepelné spracovanie a prečo na nich záleží?
Zariadenia na tepelné spracovanie sú špecializované nosné konštrukcie alebo pridržiavacie zariadenia používané na udržanie polohy, tvaru a orientácie kovových komponentov počas tepelných procesov, ako je žíhanie, kalenie, popúšťanie, nauhličovanie a nitridácia. Zabezpečujú rovnomerné vystavenie dielov teplu a zachovanie geometrie pri vysokých teplotách.
V presných priemyselných odvetviach, ako je letecký a kozmický priemysel, automobilový priemysel a výroba zdravotníckych pomôcok, môže aj odchýlka 0,1 mm spôsobená tepelnou deformáciou viesť k zošrotovaniu dielov alebo nákladným prepracovaniam. Prípravky na tepelné spracovanie zmierňujú toto riziko obmedzením alebo vedením dielu počas cyklu ohrevu a chladenia.
Medzi hlavné úlohy zariadení na tepelné spracovanie patria:
- Prevencia skreslenia: Držanie tenkostenných alebo asymetrických častí v správnej orientácii, aby sa zabránilo gravitácii vyvolanému tečeniu pri zvýšených teplotách.
- Rovnomerné vykurovanie: Konzistentné umiestnenie viacerých dielov tak, aby každý dostal rovnakú tepelnú expozíciu.
- Účinnosť zaťaženia: Maximalizácia kapacity pece bezpečným stohovaním alebo usporiadaním komponentov.
- Opakovateľnosť: Umožnenie operátorom znovu načítať prípravky identicky dávku po dávke, čím sa znižuje ľudská chyba.
Aké typy zariadení na tepelné spracovanie sú k dispozícii?
Existuje niekoľko odlišných kategórií prípravkov na tepelné spracovanie, z ktorých každá je vhodná pre rôzne procesy, geometrie dielov a objemy výroby. Výber nesprávneho typu môže ohroziť kvalitu dielov a zvýšiť prevádzkové náklady.
1. Koše a podnosy
Drôtené koše a podnosy s pevným dnom sú najbežnejším typom zariadenia na tepelné spracovanie. Používajú sa na dávkové spracovanie malých až stredných dielov a umožňujú dobrú cirkuláciu atmosféry. Typické aplikácie zahŕňajú nauhličovanie malých ozubených kolies, skrutiek a výliskov. Sieťové koše umožňujú rýchle preniknutie ochladzovacieho média, čo je nevyhnutné pri operáciách kalenia ropy alebo plynu.
2. Mriežky a rošty
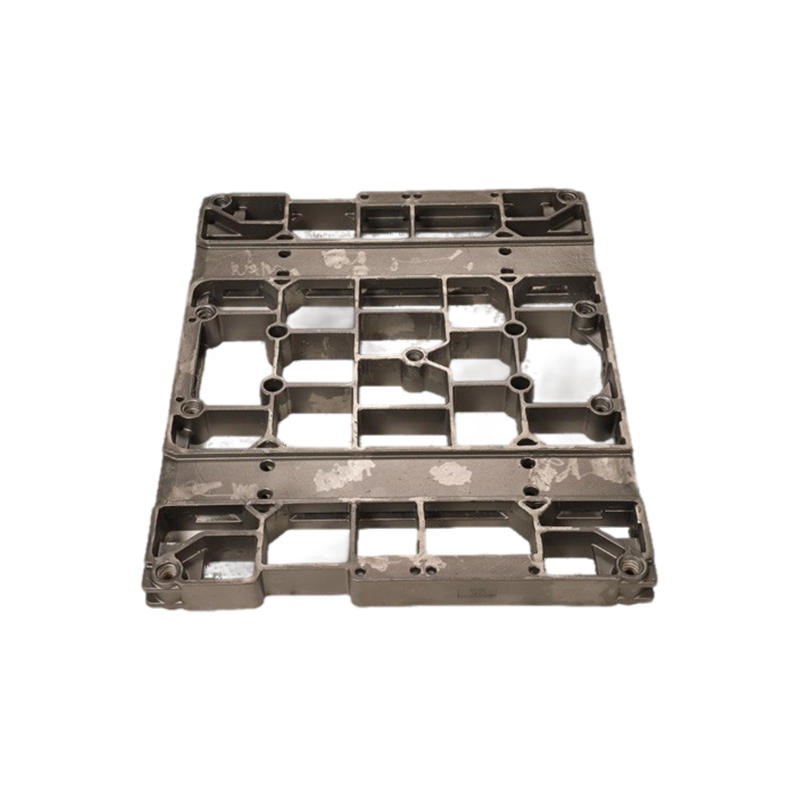
Liate alebo vyrobené mriežky sú ploché podporné plošiny, ktoré zdvíhajú časti nad dno pece alebo mufl, čím zlepšujú cirkuláciu plynu pod komponentmi. Sú obzvlášť účinné v tlačných peciach a systémoch s valcovými nísteňami, kde sa vyžaduje nepretržitý prietok.
3. Prípravky a tŕne
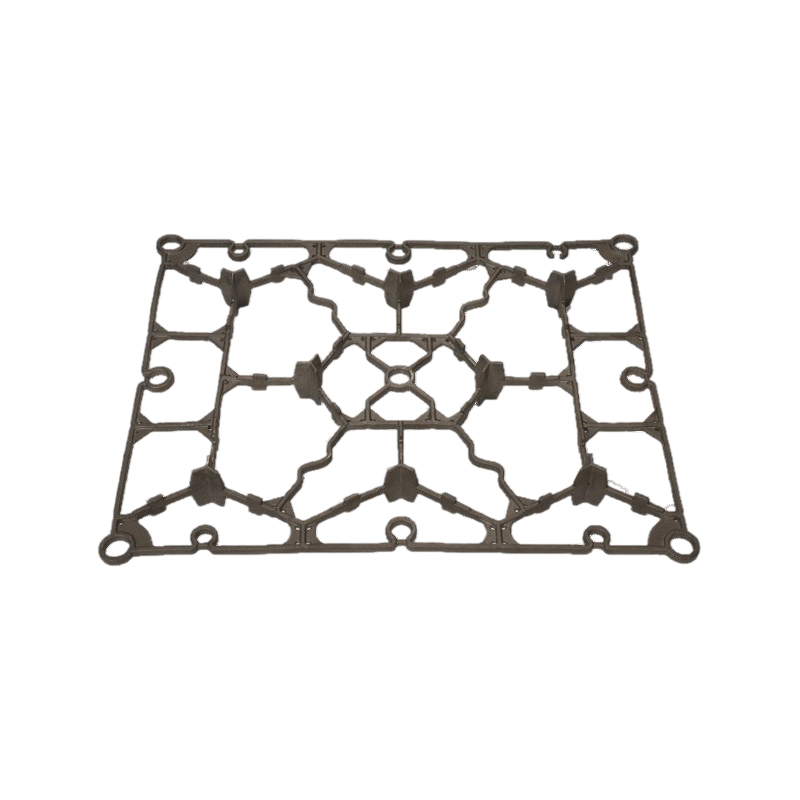
Presné prípravky a tŕne sú na mieru navrhnuté prípravky na tepelné spracovanie, ktoré sa používajú na udržanie vnútorných alebo vonkajších rozmerov počas tepelného spracovania. Napríklad tŕň vložený do ozubeného venca zabraňuje zmršťovaniu alebo oválnemu otvoru počas kalenia. Tieto prípravky sú zvyčajne opracované z vysokoteplotných zliatin a predstavujú značnú investíciu, ale vyplácajú sa elimináciou vyrovnávacích operácií.
4. Podnosy so špecializovanými držiakmi
Niektoré prípravky na tepelné spracovanie kombinujú základnú podložku s na mieru tvarovanými priehlbinami, kolíkmi alebo sponami, aby držali diely v presnej orientácii. Používajú sa pri nitridácii a vákuovom tepelnom spracovaní, kde presné umiestnenie ovplyvňuje rovnomernosť hĺbky puzdra na povrchu zložitých dielov.
5. Závesné zariadenia a závesné systémy
Dlhé hriadele, rúrky a pružiny sú často počas tepelného spracovania zavesené zvisle na upínadlá, aby sa predišlo prehýbaniu. Zavesenie na háčiky alebo tyče umožňuje gravitačnému pôsobeniu symetricky, čo je nevyhnutné pre tolerancie priamosti užšie ako ±0,05 mm na meter.
Aké materiály sa používajú v zariadeniach na tepelné spracovanie?
Výber materiálu pre prípravky na tepelné spracovanie je možno najkritickejším technickým rozhodnutím, pretože priamo ovplyvňuje životnosť, odolnosť proti tepelným cyklom a kompatibilitu procesu. Nižšie je uvedené podrobné porovnanie najpoužívanejších materiálov.
| Materiál | Maximálna teplota (°C) | Odolnosť proti oxidácii | Odolnosť proti karburácii | Typický život (cykly) | Relatívne náklady |
| Tepelne odolná nehrdzavejúca (310S) | 1100 | Dobre | Mierne | 500 – 1 000 | Nízka |
| Zliatina niklu a chrómu (HK-40) | 1150 | Veľmi dobré | Dobre | 1 000 – 2 000 | Stredná |
| Inconel 601 | 1200 | Výborne | Veľmi dobré | 2 000 – 5 000 | Vysoká |
| Karbid kremíka (SiC) | 1650 | Výborne | Výborne | 3 000 – 10 000 | Veľmi vysoká |
| Grafit | 2500 (inertný) | Slabé (oxiduje) | N/A (iba vákuum) | 500 – 2 000 | Stredná |
Ako prípravky na tepelné spracovanie ovplyvňujú kvalitu dielov?
Nesprávne podopreté časti počas tepelného spracovania môžu mať za následok deformáciu presahujúcu 15–30 %, čo vedie k vyradeniu alebo drahým sekundárnym operáciám, ako je brúsenie a vyrovnávanie. Zariadenia na tepelné spracovanie priamo riadia tri premenné kritické pre kvalitu:
Tepelná jednotnosť
Keď sú diely naskladané bez príslušenstva, môžu sa navzájom dotýkať alebo sa môžu dotýkať steny pece, čím vznikajú studené miesta, ktoré vedú k mäkkým zónam alebo nerovnomernej hĺbke puzdra. Dobre navrhnutý prípravok na tepelné spracovanie rozmiestňuje komponenty v intervaloch minimálne 10–15 mm, aby sa umožnila úplná cirkulácia atmosféry. Pri nauhličovaní plynom môže tento rozdiel samotných vzdialeností zmeniť rovnomernosť hĺbky puzdra z ±0,15 mm na ±0,03 mm.
Rozmerová stabilita
Pri teplotách nad 800 °C sa nízkolegované ocele blížia k prahu tečenia. Bez obmedzenia zo strany prípravkov na tepelné spracovanie sa tenké príruby, dlhé hriadele a prstencové komponenty deformujú vlastnou hmotnosťou. Správne navrhnutý tŕň alebo upínací prípravok môže znížiť neguľatosť z 0,4 mm na menej ako 0,05 mm na ozubených kolieskach s priemerom otvoru 150 mm.
Ochrana povrchu
Pri procesoch, ako je vákuové kalenie a lesklé žíhanie, môže kontakt kov na kov medzi dielom a prípravkom spôsobiť povrchové stopy alebo difúzne spojenie. Keramické alebo grafitové prípravky na tepelné spracovanie zabraňujú týmto defektom a zachovávajú povrchovú úpravu pre presne brúsené komponenty.
Ktorý proces tepelného spracovania si vyžaduje aký typ príslušenstva?
Rôzne tepelné procesy kladú výrazne odlišné požiadavky na prípravky, pokiaľ ide o kompatibilitu s atmosférou, teplotný rozsah a mechanické zaťaženie. Prispôsobenie typu prípravku k procesu je nevyhnutné pre kvalitu dielu aj životnosť prípravku.
| Proces tepelného spracovania | Teplotný rozsah | Atmosféra | Odporúčaný typ svietidla | Požiadavka na kľúč |
| Nauhličovanie plynu | 900 až 950 °C | Endotermický obohacujúci plyn | Sieťovaný košík, mriežky | Odolnosť proti nauhličovaniu |
| Vákuové kalenie | 1000 až 1200 °C | Vysoká vacuum | Grafitové alebo Mo podnosy | Nekontaminujúci povrch |
| Nitridácia | 480 až 570 °C | Amoniak / plazma | Presné prípravky, vešiaky | Rovnomerný prietok plynu okolo časti |
| Žíhanie | 650 až 900 °C | Vzduch / ochranný plyn | Liate podnosy, rošty | Nosnosť, rovinnosť |
| Temperovanie | 150 až 650 °C | Vzduch | Štandardné oceľové podnosy | Oddelenie a podpora častí |
Ako by ste si mali vybrať správne zariadenie na tepelné spracovanie?
Výber správneho prípravku na tepelné spracovanie si vyžaduje systematické hodnotenie geometrie dielu, parametrov procesu, objemu výroby a celkových nákladov na vlastníctvo. Tu je praktický rámec:
Krok 1: Definujte procesné prostredie
Začnite identifikáciou maximálnej teploty, typu atmosféry a metódy zhášania. Upínadlo vhodné na nauhličovanie plynu pri 950 °C v endotermickej atmosfére môže rýchlo zlyhať vo vákuovom prostredí, kde by došlo k úniku plynu a kontaminácii pece. Vždy porovnajte kompatibilitu materiálu prípravku s chémiou procesného plynu.
Krok 2: Analyzujte geometriu dielu a riziko skreslenia
Najvyššie riziko deformácie majú tenkostenné valce, ozubené kolieska, dlhé hriadele a asymetrické výlisky. Tieto vyžadujú aktívne zadržiavacie prípravky – tŕne, svorky alebo lisovacie ochladzovacie nástroje. Jednoduché symetrické časti, ako sú skrutky a kotúče, možno spracovať v košoch s minimálnym rizikom.
Krok 3: Výpočet nosnosti prípravku
Pri zvýšených teplotách dokonca aj vysokovýkonné zliatiny strácajú značnú časť svojej medze klzu pri izbovej teplote. Napríklad upínací prípravok z nehrdzavejúcej ocele 310S s medzou klzu 200 MPa pri izbovej teplote môže klesnúť iba na 80 MPa pri 1000 °C. To znamená, že prierezy svietidiel musia byť navrhnuté s bezpečnostným faktorom najmenej 3-násobkom predpokladaného zaťaženia pri maximálnej prevádzkovej teplote.
Krok 4: Vyhodnoťte životnosť príslušenstva vs. počiatočné náklady
Štandardný nerezový kôš 310S môže stáť 150 – 400 USD a môže trvať 800 cyklov pri nauhličovaní. Ekvivalent Inconel 601 môže stáť 900 až 2 000 USD, ale prežije 3 000 cyklov. Počas výrobného cyklu 10 000 cyklov je prípravok Inconel výrazne hospodárnejší na základe jedného cyklu. Analýza TCO prípravku na tepelné spracovanie by mala vždy zohľadňovať prácu pri výmene, prestoje a šrot v dôsledku zlyhania prípravku.
Aké sú najlepšie postupy na údržbu zariadení na tepelné spracovanie?
Správna údržba prípravkov na tepelné spracovanie môže predĺžiť ich životnosť o 30–60 % a zabrániť neočakávaným poruchám, ktoré narúšajú výrobné plány. Nasledujúce osvedčené postupy platia pre všetky typy a materiály príslušenstva:
- Pravidelná vizuálna kontrola: Pred každým cyklom skontrolujte, či na prípravkoch nie sú praskliny, deformácie, nánosy vodného kameňa a celistvosť zvarového spoja. Dokonca aj menšie trhliny v upínacích prípravkoch zo zliatiny sa môžu rýchlo šíriť pri tepelnom cyklickom namáhaní.
- Kontrolované načítanie: Nikdy neprekračujte menovitú nosnosť svietidla. Preťaženie urýchľuje deformáciu pri tečení a znižuje rozmerovú presnosť upínadla aj dielov.
- Odstránenie vodného kameňa: V peciach so vzduchovou atmosférou sa oxid usadenín hromadí na povrchoch príslušenstva v priebehu času. Pravidelné otryskávanie alebo chemické odstraňovanie vodného kameňa zabraňuje odlupovaniu vodného kameňa na povrchoch dielov a izolačných častí prípravku, čo spôsobuje horúce miesta.
- Záznamy rotácie a chladenia: Počet cyklov denníka a pravidelné kontroly rozmerov. Stanovte kritériá vyradenia – napríklad vyraďte kôš, keď prehnutie základne presiahne 5 mm alebo ktorákoľvek časť steny vykazuje stenčenie o viac ako 20 % oproti pôvodnej hrúbke.
- Správne chladenie: Po ochladení nechajte prípravky kontrolovaným spôsobom vychladnúť. Rýchle ochladzovanie horúcich zliatinových prípravkov v studených vodných šokových kúpeľoch môže popraskať aj prémiové materiály, ako je Inconel 601.
- Ukladací priestor: Zariadenia skladujte naplocho alebo zvisle podopreté, aby ste zabránili skresleniu spôsobenému gravitáciou počas skladovania v okolí, najmä v prípade veľkých sieťových podnosov a mriežkových systémov.
Štandardné vs. vlastné zariadenia na tepelné spracovanie: čo je pre vás to pravé?
Štandardné štandardné prípravky na tepelné spracovanie ponúkajú nižšie počiatočné náklady a okamžitú dostupnosť, zatiaľ čo prípravky vyrobené na mieru poskytujú vynikajúci výkon pre zložité diely a veľkoobjemovú výrobu.
| Faktor | Štandardné svietidlá | Vlastné svietidlá |
| Dodacia lehota | Skladom / 1-2 týždne | 4-16 týždňov |
| Poplatok vopred | Nízka ($100–$600) | Vysoká ($500–$15,000 ) |
| Časť Fit | Všeobecné – môže vyžadovať úpravu | Presná zhoda s geometriou dielu |
| Kontrola skreslenia | Mierne | Výborne |
| Najlepšie pre | Pracovné ponuky, malé série, vývoj | Vysoká-volume, precision, aerospace |
Aké sú najnovšie trendy v dizajne zariadení na tepelné spracovanie?
Odvetvie prípravkov na tepelné spracovanie prechádza významnými inováciami poháňanými aditívnou výrobou, pokročilou keramikou a návrhovými nástrojmi založenými na simulácii. Osobitnú pozornosť si zaslúžia tri trendy:
Kovové svietidlá tlačené 3D
Selektívne tavenie laserom (SLM) a usmerňovaná energetická depozícia (DED) umožňujú výrobcom vyrábať prípravky na tepelné spracovanie so zložitými vnútornými mriežkovými štruktúrami, ktoré znižujú hmotnosť prípravku až o 40–60 % v porovnaní s plnými odliatkami. Ľahšie zariadenia znamenajú nižšiu tepelnú hmotnosť, rýchlejšie zahriatie a zníženú spotrebu energie na cyklus. Dodacia lehota prototypu prípravku sa pomocou týchto technológií skrátila z 12 týždňov na menej ako 2 týždne.
Svietidlá z keramickej matrice (CMC).
Upínacie prípravky CMC kombinujúce vlákna karbidu kremíka v matrici SiC vstupujú do prevádzky v aplikáciách pri ultravysokých teplotách nad 1400 °C, čo bolo predtým pre prípravky z kovových zliatin nemožné. Prípravky CMC kombinujú chemickú inertnosť keramiky so zlepšenou húževnatosťou, čím riešia jednu z tradičných nevýhod monolitických keramických prípravkov – krehký lom v dôsledku tepelného šoku.
Analýza konečných prvkov (FEA) v dizajne svietidiel
Poprední výrobcovia prípravkov teraz bežne používajú simuláciu FEA na predpovedanie skreslenia prípravku, tečenia a rozloženia tepelného napätia pred výrobou prototypov. Tento prístup redukuje iterácie návrhu z priemerne 4–6 fyzických skúšok na 1–2, čím skracuje čas vývoja a náklady na nástroje približne o 35–50 %.
Často kladené otázky o zariadeniach na tepelné spracovanie
Otázka: Ako často by sa mali vymieňať prípravky na tepelné spracovanie?
Neexistuje žiadny univerzálny interval výmeny – vyradenie príslušenstva by malo byť založené na údajoch o rozmerovej kontrole, nie na kalendárnom čase. Väčšina operátorov stanovuje rozmerové základné línie pri uvedení do prevádzky a stanovuje prahové hodnoty pre vyradenie, ako je maximálny priehyb alebo minimálna hrúbka steny. Pre karburizačné koše z nehrdzavejúcej ocele 310S je typická životnosť 500–1 000 cyklov; pre ekvivalenty Inconel 601 v rovnakej aplikácii je možné pri správnej údržbe dosiahnuť 2 000 – 4 000 cyklov.
Otázka: Dajú sa prípravky na tepelné spracovanie radšej opraviť ako vymeniť?
Áno, v mnohých prípadoch. Upínacie prípravky z liatych zliatin je možné opraviť zvarom s použitím zodpovedajúcich zliatin plniva za predpokladu, že opravu vykoná kvalifikovaný zvárač a na obnovenie odolnosti proti korózii sa použije rozpúšťacie žíhanie po zváraní. Vyrobené sieťové koše môžu mať časti prevarené alebo rámy narovnané, ak je skreslenie mierne. Avšak prípravky, ktoré vykazujú pokročilú medzikryštalickú koróziu alebo praskanie cez stenu, by sa mali okamžite vyradiť, aby sa predišlo zlyhaniu v peci.
Otázka: Aký je rozdiel medzi zariadením na tepelné spracovanie a zariadením pre pec?
Pojmy sa v priemysle často používajú zameniteľne. Presne povedané, upínač pece sa vzťahuje na akýkoľvek hardvér používaný vo vnútri pece na tepelné spracovanie, zatiaľ čo prípravok na tepelné spracovanie špecificky podporuje časti počas procesu metalurgického tepelného spracovania, ako je kalenie, žíhanie alebo cementovanie. Rozdiel je v praxi malý, ale pojem prípravky na tepelné spracovanie je bežnejší v metalurgickom a komerčnom sektore tepelného spracovania.
Otázka: Ako minimalizujem kontamináciu súvisiacu s prípravkom vo vákuových peciach?
Vyberte materiály príslušenstva s nízkym tlakom pár pri prevádzkovej teplote. Na vákuové tepelné spracovanie sa uprednostňuje molybdén, grafit a špeciálne formulované žiaruvzdorné zliatiny, pretože výrazne neuvoľňujú plyny ani nekontaminujú atmosféru pece. Vyhýbajte sa prípravkom, ktoré boli vystavené olejom, soliam alebo nauhličovacej atmosfére, pretože zvyšková kontaminácia môže zhoršiť integritu vákua a ovplyvniť chémiu povrchu dielu.
Otázka: Existujú priemyselné normy, ktoré upravujú dizajn zariadenia na tepelné spracovanie?
Zatiaľ čo neexistuje jediný univerzálny štandard, ktorý by sa výlučne týkal prípravky na tepelné spracovanie , príslušné usmernenie sa nachádza v AMS 2750 (požiadavky na pyrometriu a tepelné spracovanie pre letectvo), normy ASTM pre vysokoteplotné zliatiny a špecifikácie pre koncových používateľov od výrobcov OEM v letectve (napr. požiadavky NADCAP). Návrhy svietidiel používané v prevádzkach tepelného spracovania s akreditáciou NADCAP musia byť kompatibilné s dokumentovanými pyrometrickými prieskumami, čo znamená, že umiestnenie príslušenstva môže ovplyvniť a musí byť overené v rámci prieskumov rovnomernosti teploty (TUS).
Otázka: Ako hmotnosť zariadenia a tepelná hmotnosť ovplyvňujú spotrebu energie?
Hmotnosť zariadenia priamo zvyšuje tepelné zaťaženie pece. V typickej vsádzkovej peci môžu prípravky predstavovať 20 až 40 % celkovej hmotnosti vsádzky. Ťažké prípravky vyžadujú dlhšie časy namáčania na dosiahnutie rovnomernej teploty, čím sa zvyšuje čas cyklu a náklady na energiu na jeden diel. Ľahké svietidlá – dosiahnuté mriežkovým dizajnom, tenkostenným odlievaním alebo výberom ľahšej zliatiny – môžu podľa zdokumentovaných výrobných štúdií znížiť spotrebu energie na cyklus o 10–25 %.
Záver: Investujte rozumne do prípravkov na tepelné spracovanie
Prípravky na tepelné spracovanie nie sú len pasívnym podporným hardvérom – sú to nástroje presného inžinierstva, ktoré priamo určujú metalurgickú a rozmerovú kvalitu každého dielu spracovaného tepelným cyklom. Správny prípravok vyrobený zo správneho materiálu, navrhnutý pre špecifický proces a geometriu dielu a správne udržiavaný, sa mnohonásobne vyplatí znížením množstva odpadu, elimináciou operácií vyrovnávania a konzistentnou kvalitou šarže.
Či už prevádzkujete malú dielňu, ktorá spracováva niekoľko stoviek dielov za mesiac, alebo veľkoobjemového dodávateľa pre automobilový priemysel, ktorý prevádzkuje kontinuálne linky pecí, disciplína inžinierstva upínacích prípravkov si zaslúži rovnakú prísnu pozornosť ako výber pece, kontrola atmosféry a metalurgické špecifikácie. Zaobchádzajte s prípravkami na tepelné spracovanie ako s hlavnou procesnou premennou, nie s dodatočným nápadom, a zlepšenia kvality budú nasledovať.